三角帶、同步帶、輕型輸送帶、平皮帶、多楔帶
無級變速帶、PU圓帶、聚氨酯同步帶、電纜牽引平皮帶!
無級變速帶、PU圓帶、聚氨酯同步帶、電纜牽引平皮帶!
服務熱線
023-8613-9088
152-2337-0601


按硬度,齒面可區分為軟齒面和硬齒面兩種。軟齒面的齒輪承載能力較低,但制造比較容易,跑合性好,多用于傳動尺寸和重量無嚴格限制,以及小量生產的一般機械中。因為配對的齒輪中,小輪負擔較重,因此為使大小齒輪工作壽命大致相等,小輪齒面硬度一般要比大輪的高。硬齒面齒輪的承載能力高,它是在齒輪精切之后,再進行淬火、表面淬火或滲碳淬火處理,以提高硬度。但在熱處理中,齒輪不可避免地會產生變形,因此在熱處理之后須進行磨削、研磨或精切,以消除因變形產生的誤差,提高齒輪的精度。制造齒輪常用的鋼有調質鋼、淬火鋼、滲碳淬火鋼和滲氮鋼。鑄鋼的強度比鍛鋼稍低,常用于尺寸較大的齒輪;灰鑄鐵的機械性能較差,可用于輕載的開式齒輪傳動中;球墨鑄鐵可部分地代替鋼制造齒輪;塑料齒輪多用于輕載和要求噪聲低的地方,與其配對的齒輪一般用導熱性好的鋼齒輪。

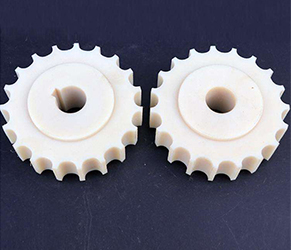
精加工是塑料齒輪加工廠的Z后一個步驟,精加工工藝主要包括基準的選擇和齒輪毛坯的加工兩個部分。
基準的選擇
塑料齒輪加工基準的選擇常因齒輪的結構形狀不同而有所差異。帶軸齒輪主要采用頂點孔定位;對于空心軸,則在中心內孔鉆出后,用兩端孔口的斜面定位;孔徑大時則采用錐堵。頂點定位的精度高,且能作到基準重合和統一。對帶孔齒輪在齒面加工時常采用以下兩種定位、夾緊方式。
以外圓和端面定位當工件和加劇心軸的配合間隙較大時,采用千分表校正外圓以確定中心的位置,并以端面進行軸向定位,從另一端面夾緊。這種定位方式因每個工件都要校正,故生產率低;同時對齒坯的內、外圓同軸要求高,而對夾具精度要求不高,故適用于單件、小批生產。
以內孔和端面定位這種定位方式是以工件內孔定位,確定定位位置,再以端面作為軸向定位基準,并對著端面夾緊。這樣可使定位基準、設計基準、裝配基準和測量基準重合,定位精度高,適合于批量生產。但對于夾具的制造精度要求較高。
齒輪毛坯的加工
齒面加工前的齒輪毛坯加工,在整個齒輪加工過程中占有很重要的地位。因為齒面加工和檢測所用的基準必須在此階段加工出來,同時齒坯加工所占工時的比例較大,無論從提高生產率,還是從保證齒輪的加工質量,都必須重視齒輪毛坯的加工。在齒輪圖樣的技術部要求中,如果規定以分度圓選齒厚的減薄量來測定齒側間隙時,應注意齒頂圓的精度要求,因為齒厚的檢測是以齒頂圓為測量基準的。齒頂圓精度太低,必然使測量出的齒厚無法正確反映出齒側間隙的大小,所以,在這一加工過程中應注意以下三個問題:
(1)保證定位端面和定位孔或外圓間的垂直度;
(2)提高齒輪內孔的制造精度,減少與夾具心軸的配合間隙。
(3)當以齒頂圓作為測量基準時,應嚴格控制齒頂圓的尺寸精度;
齒輪室壓鑄件的溫度場和流場進行了數值模擬,結合理化分析結果,確定出該壓鑄件孔洞類缺陷的性態及產生原因;并通過統計分析評估工藝過程的可變性,從而較快地獲得鑄件缺陷產生的規律。在此基礎上,提出了工藝優化和質量控制措施,實施結果表明,鑄件孔洞類缺陷大幅度降低,達到了預期的效果。