三角帶、同步帶、輕型輸送帶、平皮帶、多楔帶
無級變速帶、PU圓帶、聚氨酯同步帶、電纜牽引平皮帶!
無級變速帶、PU圓帶、聚氨酯同步帶、電纜牽引平皮帶!
服務熱線
023-8613-9088
152-2337-0601


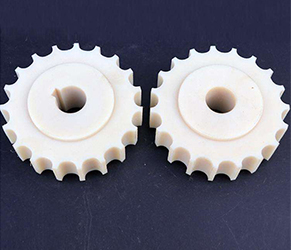
擋邊輸送帶對接無痕接頭,一般為熱硫(化學符號:S)化接頭。大傾角擋邊輸送帶大傾角波狀擋邊帶由基帶、擋邊、橫隔板三部分組成。擋邊可以防止物料滑落。輸送帶是橡膠(Rubber)和纖維、金屬復合產品,用于在皮帶擋邊輸送帶中承載和,或塑料(結構:合成樹脂、增塑劑、穩定劑、色素)和織物復合產品。

熱硫(化學符號:S)化學接頭工藝:
1.表面處理(chul):將邊緣輸送帶接頭按1/2帶寬的搭臂長度制成斜梯形覆蓋接頭,然后將接頭表面打毛,用清潔劑清洗、去污、干燥。支架托輥送料溫度一般小于60℃。該機的長度和組裝形式可根據用戶要求確定。驅動器可用于電動滾筒或帶驅動架的驅動裝置。
2.涂膠漿:在接頭和硫(化學符號:S)化膠片表面均勻涂硫化膠漿一至兩次。溶液揮發至膠面基本干燥后,將硫化膠片貼合在涂硫化膠漿的接頭表面,在同一布層間隙貼緩沖膠條。假如膠皮不干,就會產生氣泡,造成(膠片)性能下降)。
3.貼合加壓:膠漿溶劑揮發至膠面基本干燥后,兩端貼合。環形邊緣輸送帶是指平邊緣輸送帶生產完成后,由于環境或條件的限制,在使用環形邊緣輸送帶時,平邊緣輸送帶硫化接頭,使膠片兩側的松動程度一致,每個接頭階梯對齊,中間線對齊。貼合后,充分滾動,防止氣泡積聚,加熱兩塊。加壓時,注意不要錯位接頭,壓力要均勻。
4.加熱硫化:安裝硫化裝置。礦用擋邊輸送帶主要用于煤炭輸送,也用于冶金、化工、電廠、碼頭等行業的物料運輸。機器運量大,效率高。加熱。加壓,加熱。當溫度(temperature)達到80℃時,要求壓力達到1.0-2.0MPa,然后停止加壓,繼續加熱。當溫度升至145℃時,恒溫在145℃150℃,45釘鐘后,立即停止加熱,使其自然冷卻到常溫。
5.修整。接頭恢復常溫后,拆除加熱切割,使接頭表面光滑、光滑、干凈。支架托輥送料溫度一般小于60℃。該機的長度和組裝形式可根據用戶要求確定。驅動器可用于電動滾筒或帶驅動架的驅動裝置。